Inquire
Inquire
 WhatsApp
WhatsApp
 E-mail
E-mail





Product Overview
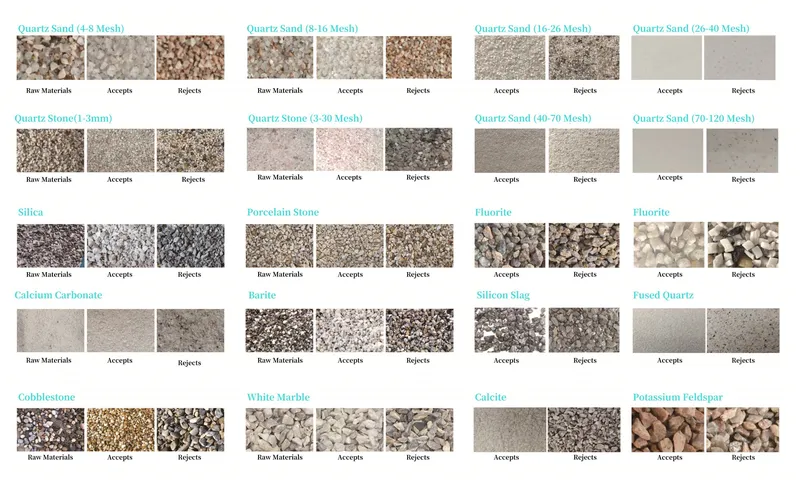
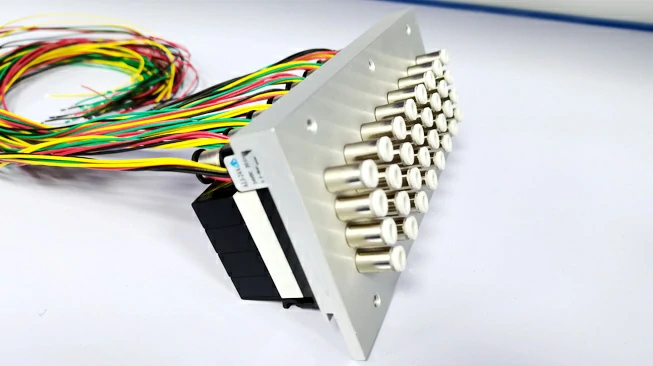
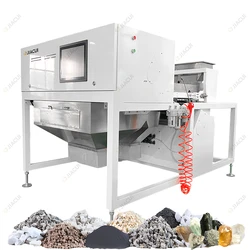
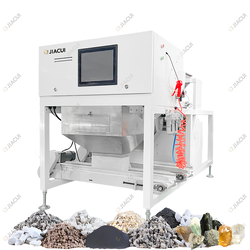
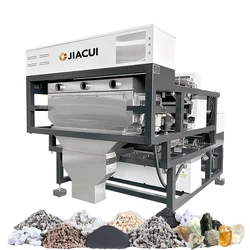
As a core sorting equipment in mineral processing, the ore color sorter relies on hyperspectral imaging and AI intelligent recognition systems to achieve precise separation of target minerals and gangue based on intrinsic differences in optical properties (including reflectivity and spectral characteristics) and physical attributes (such as texture and density gradients) of ores. Its workflow adopts a modular design: ores to be sorted are uniformly and quantitatively conveyed through a vibrating feeding system, entering the sorting chamber where multispectral cameras and high-resolution linear array sensors perform full-domain scanning. The collected optical signals are parsed by high-speed FPGA processing units, and category determination is completed by comparing them with a preset mineral characteristic database. Finally, a high-frequency solenoid valve array (response speed ≤ 0.1ms) executes pneumatic sorting to achieve instantaneous separation of target minerals and impurities. This equipment is applicable to sorting multiple types of minerals such as quartz, feldspar, iron ore, and lepidolite, with a removal rate of over 99.5% for complex impurities like mud lumps, altered ores, and fractured bodies, and a processing capacity of 1-20 tons per hour. Compared with traditional processes such as gravity separation and magnetic separation, its sorting accuracy is improved by 3-5 orders of magnitude. Moreover, adaptive algorithms dynamically optimize sorting parameters, effectively reducing the loss rate of target minerals (≤ 0.5%), reducing reagent consumption and energy costs for subsequent mineral processing, and serving as a key equipment for efficient mineral purification and intensive resource utilization.
Product Parameters
| Model | Power(Kw) | Power Supply | Dimension L*W*H (mm) | Weight (Kg) | Capacity (T/H) | Accuracy (%) | Carryover Ratio |
|---|---|---|---|---|---|---|---|
CS-LA1200D | 9 | customizable | 2810*2000*2088 | 2300 | 5-15mm 5-7T/H;15-30mm 6-10T/H;30-50mm 8-12T/H | ≥99.99 | >20:1 |
Note: The parameters in the above table are based on standard glutinous rice (with impurity content within 2%), and specific indicators may vary depending on the material and impurity content. Specifications and dimensions are subject to change without prior notice.
Core Advantages
High Sorting Accuracy
Up to 99.9% sorting accuracy, ensuring the highest product quality and consistency
Efficient Processing
High-speed sorting with a large capacity, significantly improving production efficiency
Advanced Technology
AI-powered sorting algorithm with RGB spectrum technology for precise identification
Easy to Operate
Intuitive control panel with wireless remote service support for convenient operation
Durable & Reliable
High-quality materials and components for long-term stable operation
Excellent After-sales
24/7 technical support and comprehensive maintenance services