Inquire
Inquire
 WhatsApp
WhatsApp
 E-mail
E-mail
")
")
")
")


Product Overview
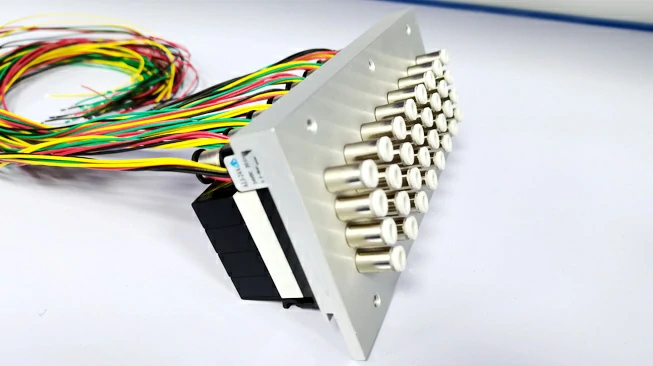
The CS-1C96 is a 96-channel chute-type color sorter designed for small to medium-sized rice mills. It processes 1.0 to 1.5 tons per hour, occupying minimal floor space.
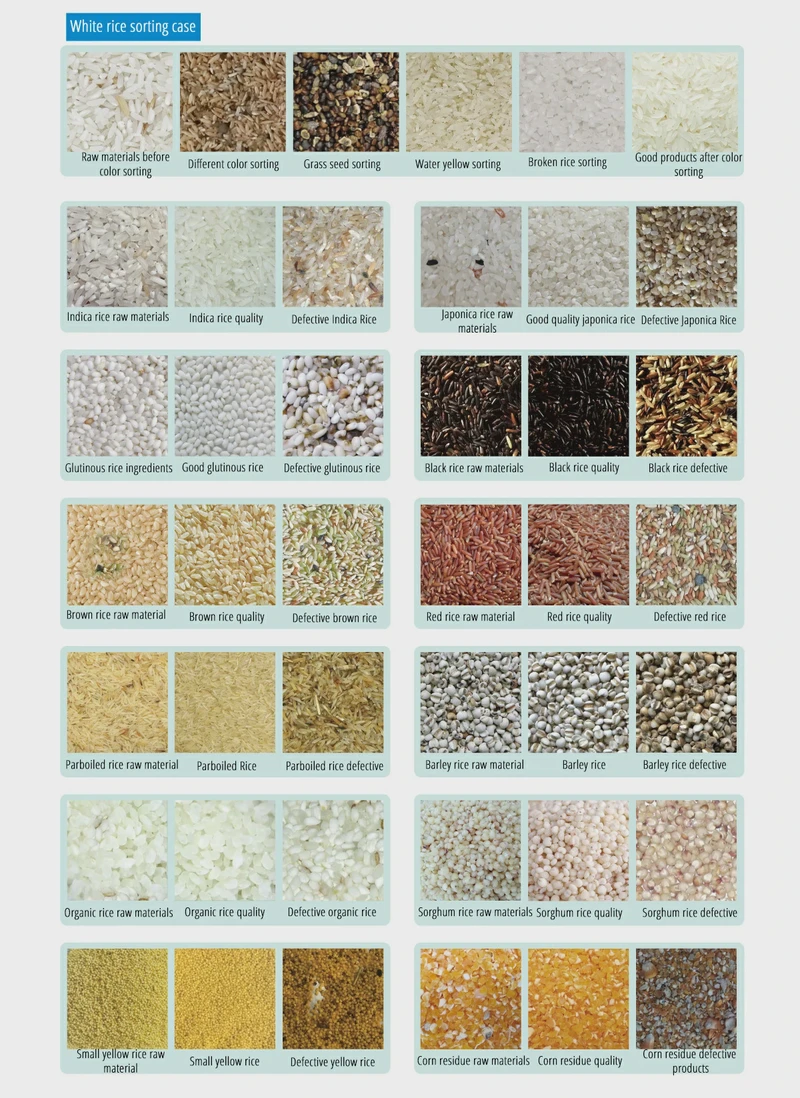
It runs on cloud-based control software paired with high-precision optical sensors. Sorting accuracy is 99.99% or better. It rejects yellow grains, chalky kernels, off-color rice, glass fragments, stones, and plastic - anything that appears out of place. Carryover remains above 10:1, minimizing waste and boosting the bottom line. That ratio alone makes a significant difference to the bottom line.
What’s worth knowing
Small footprint, serious output. It can fit into tight factory layouts without compromising its capacity. The design philosophy is straightforward: one machine can perform the tasks that normally require two.
Who it’s for This includes remote optimization, auto-calibration, and an interface that does not require a manual. If you prefer not to constantly monitor the sorter, this setup can be helpful.
1.8 kW. That’s the whole machine. The machine has a power consumption of 1.8 kW. This low power draw results in a noticeably smaller electricity bill over the course of a year of operation, and the sorting accuracy does not suffer as a result.
Who it’s for While its main focus is on rice, including millet and black rice, it can also be used to sort other materials. These include beans, seeds, and industrial plastic pellets. Over 7,000 types total, once you dial in the right settings.
Who it’s for
The CS-1C96 is suitable for mills looking to upgrade their old equipment or for new setups that require reliable contaminant removal without sacrificing yield. In this price range, the CS-1C96 performs as expected, and its numbers hold up.
Product Parameters
| Model | Power(Kw) | Power Supply | Dimension L*W*H (mm) | Weight (Kg) | Capacity (T/H) | Accuracy (%) | Carryover Ratio |
|---|---|---|---|---|---|---|---|
CS-1C96 | 1.8 | customizable | 1045×1630×1550 | 500 | 1.0-1.5 | ≥99.99 | >10:1 |
Note: The parameters in the above table are based on standard glutinous rice (with impurity content within 2%), and specific indicators may vary depending on the material and impurity content. Specifications and dimensions are subject to change without prior notice.
Core Advantages
High Sorting Accuracy
Up to 99.9% sorting accuracy, ensuring the highest product quality and consistency
Efficient Processing
High-speed sorting with a large capacity, significantly improving production efficiency
Advanced Technology
AI-powered sorting algorithm with RGB spectrum technology for precise identification
Easy to Operate
Intuitive control panel with wireless remote service support for convenient operation
Durable & Reliable
High-quality materials and components for long-term stable operation
Excellent After-sales
24/7 technical support and comprehensive maintenance services