Inquire
Inquire
 WhatsApp
WhatsApp
 E-mail
E-mail
")
")


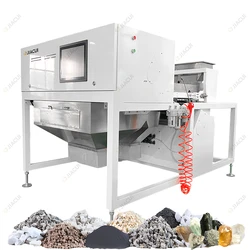
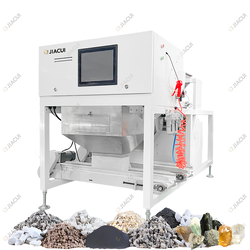
Product Overview
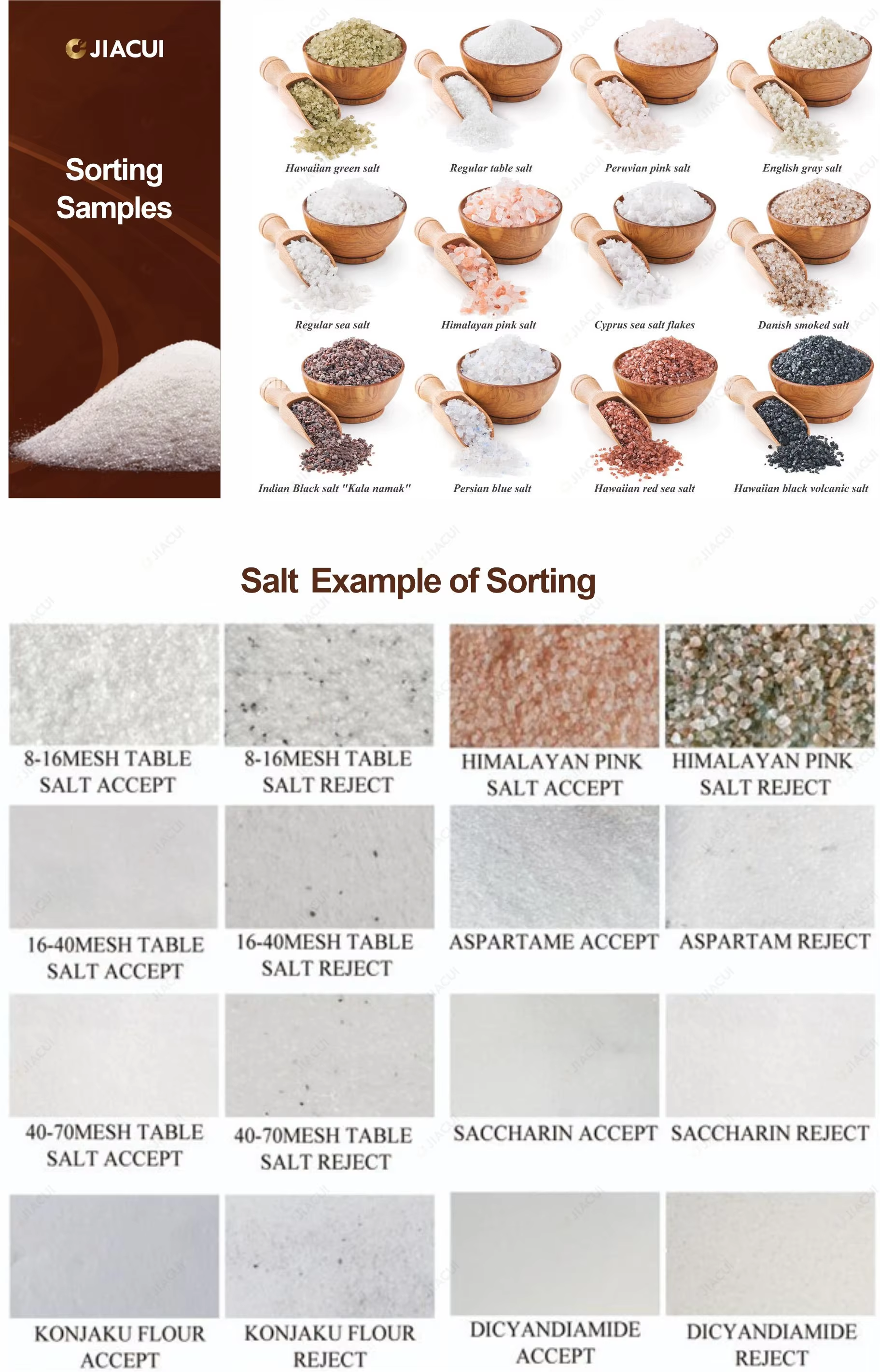
A Salt Color Sorter is a high-tech photoelectric sorting equipment used in the process of salt refining and finishing. It utilizes modern optical detection technology, combined with precision machinery, fluid control, and advanced image processing algorithms, to achieve highly efficient and accurate color and shape recognition of salt granules. Its primary function is the automated rejection of impurities from the salt, thus ensuring superior product quality.
The main function of the Salt Color Sorter is to accurately separate and remove the following impurities or non-conforming materials from the raw salt:
Discolored Grains: Such as black spots, yellow specks, dust, rust, and other colored foreign materials.
Deformed Grains (Non-Standard Shapes): Particles with shapes or sizes significantly different from the accepted salt crystals.
Other Foreign Contaminants: Including plastic pieces, paper scraps, fibers, etc.
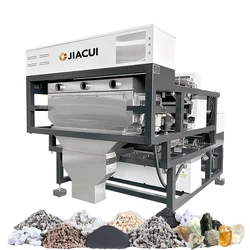
Product Parameters
| Model | Power(Kw) | Power Supply | Dimension L*W*H (mm) | Weight (Kg) | Capacity (T/H) | Accuracy (%) | Carryover Ratio |
|---|---|---|---|---|---|---|---|
CS-5A | 4 | customizable | 2260*1490*1690 | 920 | 4-8 | ≥99.99 | >10:1 |
Note: The parameters in the above table are based on standard glutinous rice (with impurity content within 2%), and specific indicators may vary depending on the material and impurity content. Specifications and dimensions are subject to change without prior notice.
Core Advantages
High Sorting Accuracy
Up to 99.9% sorting accuracy, ensuring the highest product quality and consistency
Efficient Processing
High-speed sorting with a large capacity, significantly improving production efficiency
Advanced Technology
AI-powered sorting algorithm with RGB spectrum technology for precise identification
Easy to Operate
Intuitive control panel with wireless remote service support for convenient operation
Durable & Reliable
High-quality materials and components for long-term stable operation
Excellent After-sales
24/7 technical support and comprehensive maintenance services